





Bindenähte/Bindenaht/Fliessnähte
Mögliche Ursache: Abhilfe: (+) / (-)
- Ungenügendes Zusammen- Entlüftung +
fliessen der Schmelze Einspritzgeschwindigkeit +
Massetemperatur +
Werkzeugtemperatur +
Anguss/Anschnitt +
Nachdruck +
(+) = vergrößern, steiern (-) = verkleinern, verringern.
Fehlererkennung:
Eine Bindenaht ist ein häufig sichtbarer Oberflächenfehler an Spritzgießteilen. Bindenähte entstehen immer dort, wo sich in einem Werkzeug der Schmelzefluss an einem Hindernis in mehrere Ströme aufteilt, welche dann hinter z.B. einem Einsatzkern wieder zusammenfließen. Wenn zwei Fließfronten aufeinander treffen, entsteht an der Stelle des Zusammenflusses eine Bindenaht, auch Schweißlinie oder Fliesslinie genannt. Optisch zeichnen sich diese Nähte als Linien hervor. Ist die Temperatur der zusammenlaufenden Fließfronten zu niedrig, ist eine optimale Verschmelzung nicht mehr möglich.
Alle Kunststoffverarbeiter können es bestätigen: Bindenähte sind selten vermeidbar. Immer wenn ein Spritzgießwerkzeug Einsätze für Bohrungen oder ähnliches aufweist ist es schwer diese in Griff zu bekommen. Das zu schnelle Erkalten der Kunststoffmasse an der Formwand des Spritzgusswerkzeugs bewirkt, dass der zusammenfließende Massestrom nicht mehr optimal verbunden ist. Es kommt zur Ausbildung von kleinen Kerben, welche immer eine Schwachstelle im Spritzgussteil darstellen. Mechanische Belastungen können bei Gebrauch einen vorzeitigen Ausfall verursachen. Der zu befürchtende Bruch verläuft im allgemeinen entlang der Bindenaht/Fliessnaht oder beginnt in diesem Bereich. Neben der Kerbwirkung können Bindenähte auch unerwünschte Farbveränderungen am Kunststoffteil erzeugen.
Fehlerbehebung:
Die Einspritzgeschwindigkeit kann erhöht werden, um die Schmelzefronten zu beeinflussen.
Bindenähte sind in der Praxis nahezu unvermeidbar. Verbesserungen können unter anderem durch höhere Werkzeugtemperaturen erzielt werden. Dies hätte zur Folge, dass die äußere Schicht nicht so schnell abkühlt und sich dadurch besser verbindet. Eine Erhöhung der Massetemperatur ermöglicht ein homogeneres Verschmelzen der Fließfronten. Die Erhöhung von Einspritzgeschwindigkeit und Nachdruck können die Bildung von Bindenähten ebenfalls verringern.
Natürlich ist zu erwähnen, dass die genannten Optimierungen auch negative Auswirkungen haben können. Eine höhere Werkzeug und Massetemperatur verlängsamen u. a. den Spritzprozess, weil sich dann die Kühlzeit verlängert und es wirkt sich negativ auf die Energieeffizienz aus.
Es sollte geprüft werden, ob die Vermeidung bzw. Minimierung eines bestimmten Fehlers nicht zur Entstehung neuer, möglicherweise gravierenderer Fehler führt.
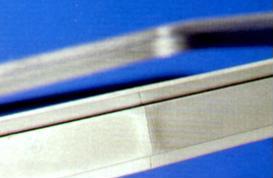
Bild: Kunststoffschule.de
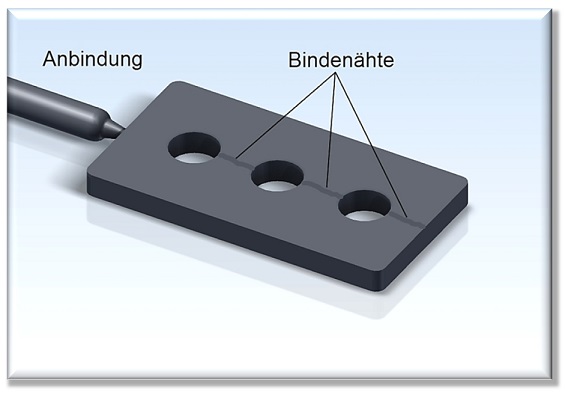
Bild und Textabschnitte: Konstruktionsbüro Jakob
Zuletzt geändert 14.07.16


























